Литые под давлением алюминиевые электронные компоненты — надёжность и лёгкость в одном решении
2026-05-23
содержание
Литые под давлением алюминиевые электронные компоненты — не просто детали. Это точка пересечения трёх требований, которые сегодня невозможно игнорировать: механическая надёжность при минимальной массе, точность геометрии до 0,02 мм, и стабильность серийного выпуска без отклонений в параметрах. Мы производим такие компоненты с 2014 года — не как «заказчико-исполнитель», а как технологический партнёр, который участвует в проектировании, испытаниях и адаптации под реальные условия эксплуатации.
Почему именно литьё под давлением — а не штамповка или фрезерование?
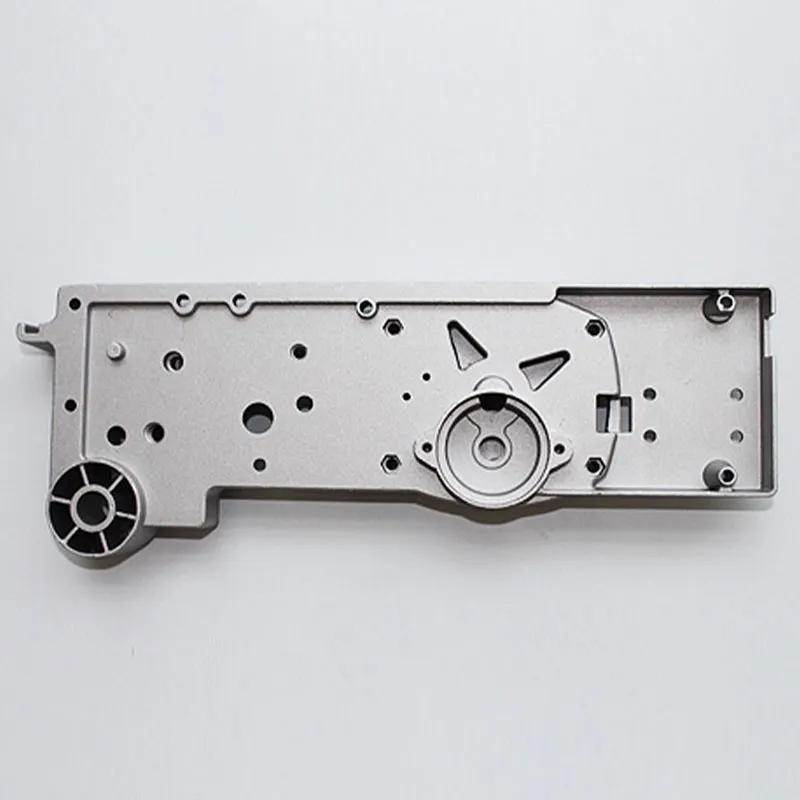
Многие инженеры считают, что алюминиевый корпус для телекоммуникационного модуля можно вырезать из заготовки. Но на практике это приводит к трём проблемам: стоимость обработки возрастает в 2,3 раза, масса увеличивается на 35–40%, а тепловое рассеивание ухудшается из-за отсутствия интегрированных рёбер жёсткости и радиаторных зон. Литые под давлением алюминиевые электронные компоненты решают всё сразу. Внутренние полости, тонкие стенки (от 1,8 мм), скрытые крепёжные гнёзда — всё формируется за один цикл. Например, малое основание для 5G-антенного модуля (модель -7) весит 420 граммов, но выдерживает вибрацию до 15 g при частоте 2–2000 Гц — и это не результат доработки, а исходная конструкция, заложенная в пресс-форму.
Где «ломаются» стандартные решения — и как мы это предотвращаем
Клиенты часто обращаются с одной и той же ситуацией: поставщик обещает «высокую точность», но первая партия даёт 12% брака по посадочным отверстиям под PCB-плату. Причина — не в квалификации оператора, а в системной слабости: отсутствие обратной связи между литьём и финишной мехобработкой. У нас процесс замкнут. Сразу после литья каждая деталь проходит контроль на координатно-измерительной машине Zeiss — и данные по отклонениям поступают напрямую в CAM-систему обрабатывающих центров Taiwan. В результате фрезеровка компенсирует усадку сплава AlSi9Cu3 в реальном времени. Так мы добились повторяемости позиционирования отверстий ±0,015 мм — даже при объёме партии 50 000 штук.
Три проверенных сценария применения — без «универсальных решений»
- Для оборудования с высоким теплонагрузом: крышки двигателей серии -13 и -14 выполнены из алюминиевого сплава с добавлением 0,8% никеля — это повышает теплопроводность на 14% по сравнению со стандартным AlSi12, не снижая коррозионную стойкость.
- Для мобильных и встраиваемых систем: кронштейны мониторов и элементы деревообрабатывающего оборудования (-5, -6) имеют толщину стенки 2,1 мм и вес до 380 г — при этом сохраняют жёсткость на уровне 125 Н·м/рад.
- Для ответственных узлов: двигатель яхты (модель -1) прошёл 2000 часов ресурсных испытаний в солёной воде без потери герметичности — благодаря двухступенчатому дробеструйному упрочнению и контролю пористости на всех этапах.
Надёжность начинается до первого литого цикла
Мы не просто заливаем сплав в форму. Каждый заказ начинается с анализа термических потоков в пресс-форме, моделирования заполнения полости и прогнозирования зон усадочных дефектов. Только после этого изготавливается оснастка — на станках Isumi 500 тонн с позиционированием осей с точностью 0,005 мм. Сырьё проходит входной контроль по спектральному анализу — допускаются только слитки с содержанием железа не выше 0,17%. Итог: 99,82% выход годного по ключевым позициям, включая литые под давлением алюминиевые электронные компоненты для Nidec и General Motors.
Если ваш проект требует сочетания лёгкости, точности и долговечности — не ищите «универсального поставщика». Ищите партнёра, который знает, где может возникнуть трещина при охлаждении, как изменится размер при анодировании и почему температура литья на 15°C выше или ниже критична для герметичности. ООО Циндао Пишэнд Металл работает так — с первого чертежа и до последней проверки на Hexagon. Потому что каждое изделие — это визитная карточка компании.