Литые под давлением алюминиевые детали: надёжность и точность для промышленности
2026-04-05
содержание
Литые под давлением алюминиевые детали — не просто компоненты. Это точка пересечения механической надёжности, геометрической повторяемости и экономической целесообразности. Мы производим их с 2014 года. За это время мы видели, как один неверный выбор сплава приводил к сколам в зоне крепления на мотор-редукторах деревообрабатывающих станков. Видели, как недостаточная выдержка времени удержания вызывала внутренние усадочные поры в корпусах пневмоинструмента — и как эти поры проявлялись только через 87 циклов нагрузки при испытаниях на ресурс. Именно такие случаи формируют нашу практику.
Почему алюминий под давлением — не замена, а решение
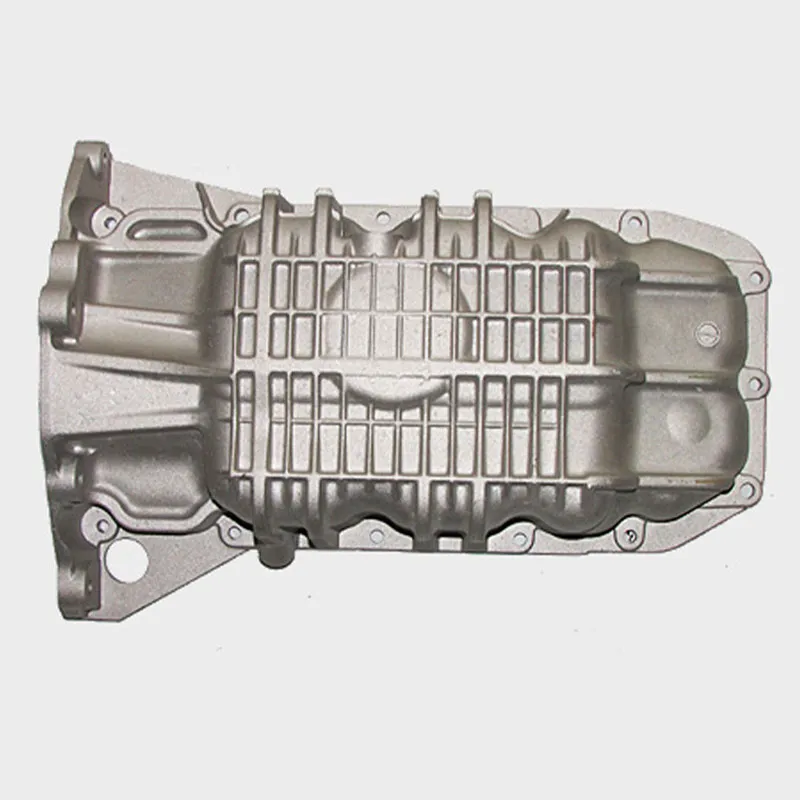
Алюминиевые сплавы типа ADC12, A380 или AlSi9Cu3 не выбирают «потому что легче стали». Их берут, когда нужно одновременно: сохранить жёсткость при толщине стенки 2,3 мм, обеспечить теплопроводность выше 95 Вт/(м·К), выдержать локальную температуру до 180 °C в зоне контакта с электродвигателем и при этом не допустить коррозии в условиях повышенной влажности. Литые под давлением алюминиевые детали работают там, где штамповка даёт остаточные напряжения, а механическая обработка — неприемлемый объём отходов. Например, корпус масляного фильтра для мотоцикла требует герметичности при 6,5 бар и точности позиционирования резьбовых отверстий ±0,08 мм. Только литьё под давлением обеспечивает это «из одного куска» — без сварных швов, без сборочных зазоров, без дополнительной фрезеровки базовых поверхностей.
Где чаще всего ошибаются — и как этого избежать
Некоторые заказчики считают, что «чем выше давление пресса — тем лучше деталь». Но на практике давление в 250 МПа при недостаточной скорости заполнения формы приводит к холодным заливам по кромкам. Мы фиксировали это в 12 случаях за прошлый год — все они касались тонкостенных крышек для электроинструментов с выступающими ребрами жёсткости. Решение — не увеличивать давление, а оптимизировать систему литников: сократить длину, изменить угол входа расплава, добавить вентиляционные каналы шириной 0,03 мм. Другая частая ошибка — игнорирование термического цикла. Алюминиевый сплав ADC12 требует охлаждения формы до 220–240 °C перед следующим циклом. При превышении — растёт износ пресс-формы; при занижении — увеличивается время цикла на 1,7 секунды, а это 1200 лишних минут в смену.
Что даёт промышленному заказчику стабильность процесса
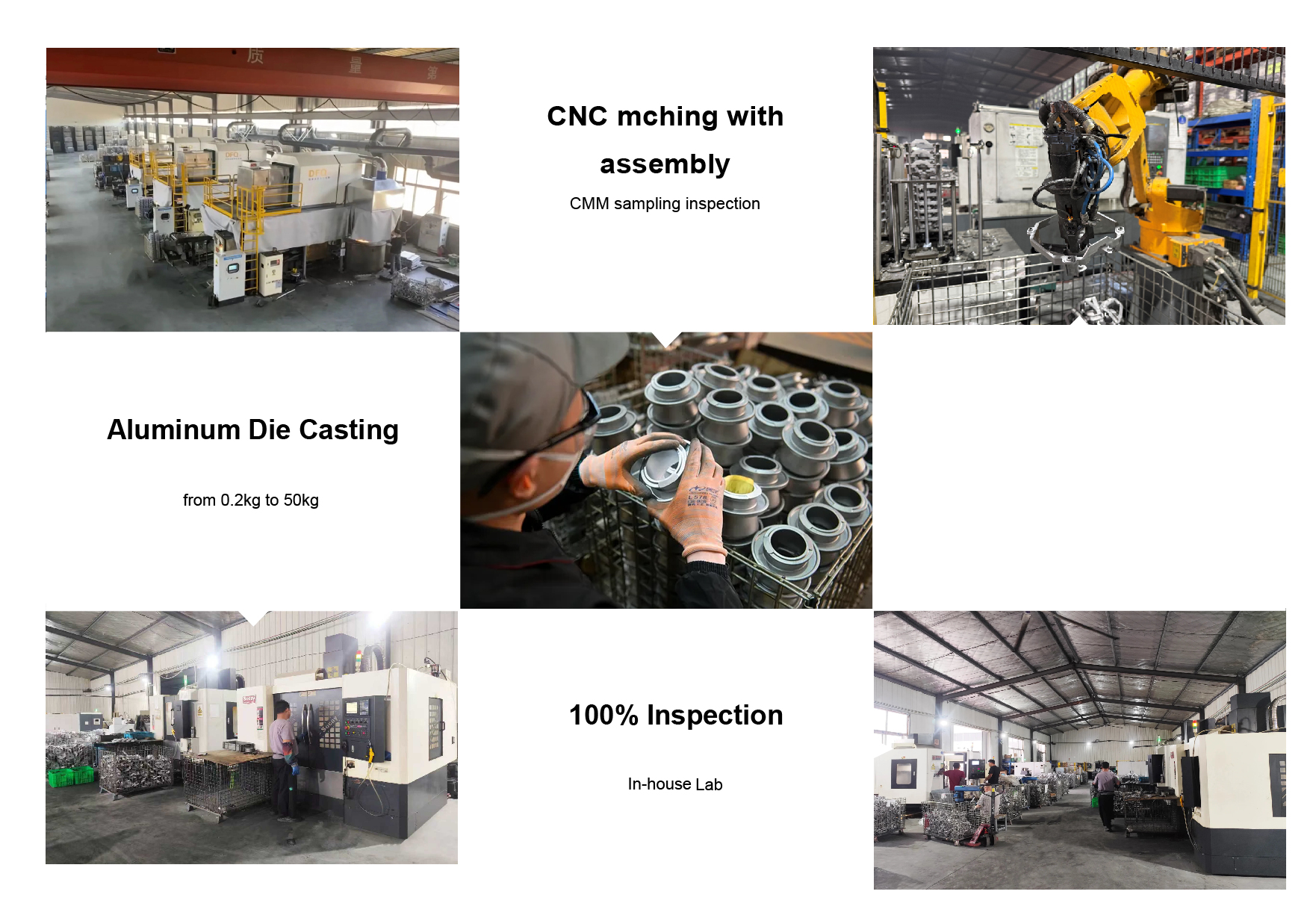
Стабильность — это не отсутствие брака. Это предсказуемость. На нашем производстве каждая партия литых под давлением алюминиевых деталей проходит три контрольных точки: спектральный анализ химического состава расплава перед заливкой, рентгеновская дефектоскопия 100 % изделий после выбивки, и измерение размеров на трёхкоординатном станке Zeiss CONTURA G2 с точностью ±1,2 мкм. Мы не просто проверяем — мы коррелируем данные. Если рентген показывает микропоры в зоне 32 мм от литника, а спектральный анализ выявляет отклонение по меди на +0,04 % — мы корректируем температуру плавки и время выдержки в тигле. Такой подход позволил снизить средний процент доработок после механической обработки с 7,2 % до 1,4 % за два года. Для заказчика это означает: меньше простоев оборудования, меньше пересогласований чертежей, стабильные сроки поставки.
Будущее — в контроле на уровне расплава
Следующий шаг — переход от контроля готового изделия к контролю состояния расплава в реальном времени. Мы уже внедрили систему онлайн-мониторинга вязкости и газонасыщенности алюминиевого расплава на двух линиях. Данные поступают в SCADA-систему и автоматически корректируют параметры заливки. Первые результаты: снижение количества микропор в ответственных зонах на 41 %, рост выхода годных деталей в первом цикле с 89 % до 96,3 %. Литые под давлением алюминиевые детали перестают быть «заготовками», которые потом «доводят». Они становятся конечными компонентами — с заданной прочностью, заданной теплопроводностью, заданной долговечностью. И этот уровень контроля доступен уже сегодня — не как эксперимент, а как стандарт производства.