

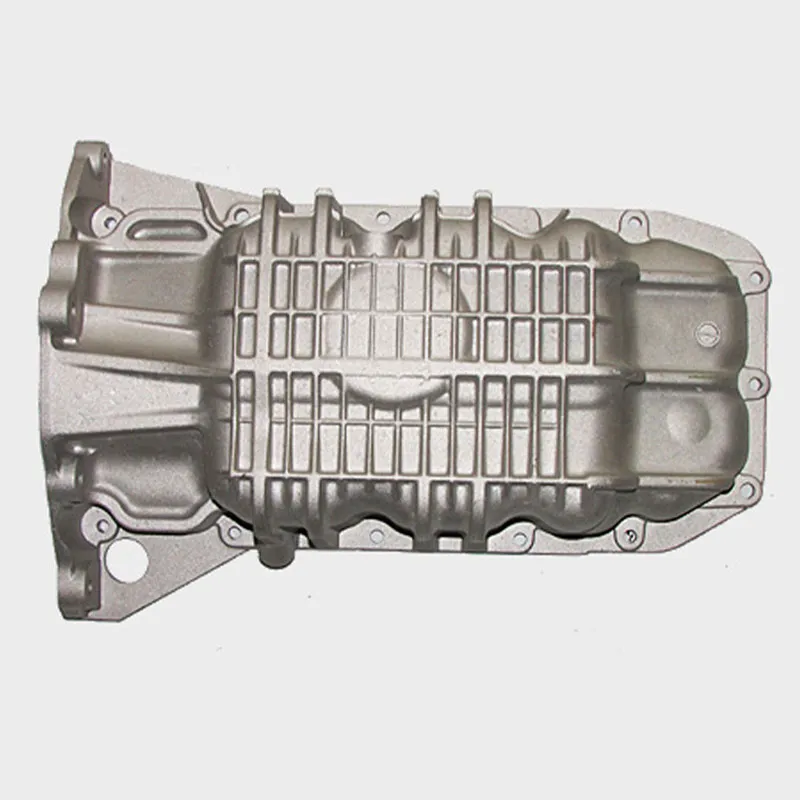
Чпу обработка деталей из алюминиевого сплава adc12, литых под давлением
Пожалуй, многие считают, что обработка деталей из алюминиевых сплавов ADC12 – это просто фрезеровка или токарная обработка. Да, это так, но когда дело доходит до деталей, изготовленных методом литья под давлением, всё становится сложнее. И вот тут-то и кроются основные 'подводные камни', о которых часто забывают. Я уже несколько лет занимаюсь этой темой, и могу сказать, что поверхностного подхода здесь не приветствуется.
Особенности сплава ADC12 и его литья
ADC12 – это, наверное, самый распространенный сплав для литья под давлением. Он обладает хорошей обрабатываемостью, достаточной прочностью и низкой стоимостью. Но именно эти качества часто приводят к проблемам. Низкая стоимость, скажем так, заставляет многих экономить на последующей обработке. А вот тут-то и возникает необходимость в понимании, как именно литье влияет на характеристики конечной детали. Например, структура отливки, наличие пористости или трещин – всё это напрямую влияет на возможность и сложность последующей обработки деталей из алюминия. Мы часто сталкиваемся с ситуациями, когда отливка выглядит идеально, а при обработке обнаруживаются скрытые дефекты, которые в конечном итоге приводят к браку.
Литье под давлением, как процесс, оставляет после себя специфические следы. Следы шва, остаточные напряжения, деформации... Игнорирование этих аспектов при проектировании и последующей обработке может существенно снизить долговечность детали. Причем, не только механическую, но и, например, коррозионную стойкость.
Проблемы при обработке отливок из алюминиевых сплавов
Самая распространенная проблема, с которой мы сталкиваемся – это образование зон остаточных напряжений. Эти напряжения возникают из-за неравномерного охлаждения отливки и могут приводить к деформациям при обработке. Это особенно актуально для деталей сложной геометрии. Разумеется, можно попытаться уменьшить напряжение термической обработкой, но это не всегда возможно или целесообразно. И, честно говоря, это требует определенных знаний и опыта, иначе можно только усугубить ситуацию. Мы вот однажды, перегрев деталь при термической обработке, просто сломали ее. Урок на всю жизнь.
Еще одна проблема – это образование заусенцев и острых кромок. Особенно это касается фрезеровки и токарной обработки. Острые кромки могут служить концентраторами напряжений и способствовать разрушению детали. Необходим тщательный контроль параметров резания и использование подходящих инструментов. И, возможно, последующая шлифовка или полировка.
Работа с труднообрабатываемыми зонами
Есть участки детали, которые после литья становятся особенно сложными в обработке. Это, как правило, углы, выступы и внутренние полости. Именно в этих зонах часто скапливаются остаточные напряжения и образуются дефекты. Тут нужна особая осторожность и выбор оптимального режима обработки. Иногда приходится использовать специальные стратегии фрезеровки, например, с использованием поступовой подачи, чтобы уменьшить нагрузку на инструмент и избежать деформаций.
При работе с внутренними полостями, особенно если они имеют сложную геометрию, сложно обеспечить хороший доступ инструмента и эффективный отвод стружки. В таких случаях часто приходится прибегать к многоосевым фрезам или специализированным станкам с ЧПУ.
Практический опыт и рекомендации
В нашей компании (ООО Циндао Пиншэнда Металл) мы успешно работаем с литыми деталями из алюминия уже много лет. Мы не просто выполняем заказы, но и тесно сотрудничаем с заказчиками на всех этапах – от проектирования до поставки готовой продукции. Мы используем современное оборудование с ЧПУ и постоянно совершенствуем свои технологии.
Несколько советов, которые, на мой взгляд, важны: во-первых, тщательно выбирайте сплав. Не всегда стоит гнаться за дешевизной. Во-вторых, уделяйте внимание качеству литья. Не экономьте на этом. В-третьих, используйте современное оборудование и инструменты. В-четвертых, имейте опыт и знания. Не бойтесь экспериментировать, но делайте это обдуманно.
Проверка и контроль качества после обработки
Не стоит недооценивать важность контроля качества после обработки. Это позволит выявить возможные дефекты на ранней стадии и предотвратить их появление в конечном изделии. Мы используем различные методы контроля – визуальный осмотр, ультразвуковой контроль, контроль размеров. Иногда, для более точной оценки, требуется неразрушающий контроль, например, рентгенография.
Важно помнить, что качество обработки деталей из алюминиевых сплавов напрямую влияет на долговечность и надежность изделия в целом. Поэтому не стоит относиться к этому процессу легкомысленно.
Будущие тенденции
Сейчас все большее распространение получают новые технологии обработки, такие как электроэрозионная обработка и лазерная резка. Эти технологии позволяют получать детали с высокой точностью и минимальными остаточными напряжениями.
Также, активно развивается направление 3D-печати из алюминиевых сплавов. Это позволяет создавать сложные детали, которые невозможно изготовить традиционными методами. Однако, пока этот метод достаточно дорог и не может заменить традиционную обработку во всех случаях.
В целом, рынок обработки деталей из ADC12 постоянно развивается, появляются новые технологии и материалы. Важно быть в курсе этих тенденций и постоянно совершенствовать свои навыки.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектующие для деревообрабатывающего оборудования -4
Комплектующие для деревообрабатывающего оборудования -4 -
 Крышка электродвигателя -21
Крышка электродвигателя -21 -
 Двигатель для яхты -1
Двигатель для яхты -1 -
 Комплектующие для деревообрабатывающего оборудования -6
Комплектующие для деревообрабатывающего оборудования -6 -
 Комплектующие для медицинского оборудования -1
Комплектующие для медицинского оборудования -1 -
 Крышка электродвигателя -5
Крышка электродвигателя -5 -
 Комплектующие для автомобильных пневмоамортизаторов -1
Комплектующие для автомобильных пневмоамортизаторов -1 -
 Комплектующие для деревообрабатывающего оборудования -7
Комплектующие для деревообрабатывающего оборудования -7 -
 Крышка электродвигателя -15
Крышка электродвигателя -15 -
 Комплектующие для промышленных вентиляторов -9
Комплектующие для промышленных вентиляторов -9 -
 Комплектующие для промышленных вентиляторов -6
Комплектующие для промышленных вентиляторов -6 -
 Комплектующие для деревообрабатывающего оборудования -2
Комплектующие для деревообрабатывающего оборудования -2
Связанный поиск
Связанный поиск- Литье под высоким давлением из алюминиевого сплава для литейных форм автозапчастей производитель
- Крышка двигателя задняя 2108
- Литые под давлением алюминиевые сплавы поставщик
- Литые под давлением алюминиевые компоненты для различных отраслей: обрабатывающие компоненты цена
- Новые алюминиевые детали деревообрабатывающих станков с чпу поставщик
- Алюминиевый задний кожух двигателя по низкой цене поставщик
- Проволочная защитная крышка промышленного вытяжного вентилятора, литая из металлического сплава производитель
- Штампованные алюминиевые аксессуары для статора двигателя с послепродажным обслуживанием
- Замена задней крышки двигателя м72 заводы
- Услуги чпу обработки алюминия: индивидуальные компоненты для электромобилей завод



