

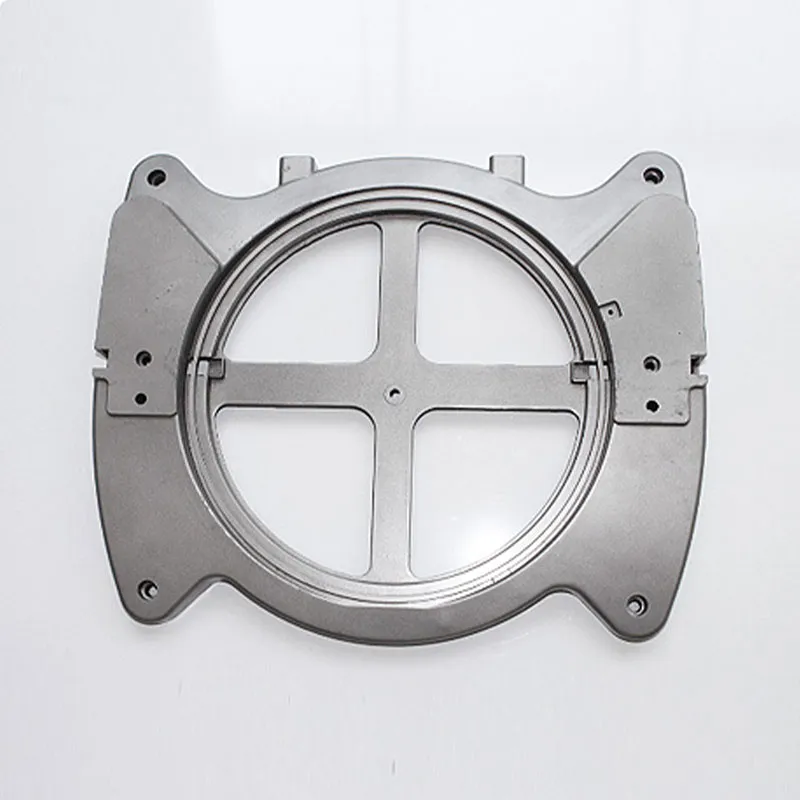
Литой под давлением сплав: кожух промышленного вытяжного вентилятора заводы
Как говорится, на практике всегда оказывается, что 'легко не бывает'. И когда дело доходит до изготовления корпусов вытяжных вентиляторов для промышленных предприятий, особенно из литьевых сплавов, то тут уж точно не обойтись без нюансов. Многие считают, что это просто залил сплав в пресс-форму – вуаля, готово. Но это, мягко говоря, упрощение. Решил поделиться опытом, может кому-то пригодится, а то иногда вижу проекты, где можно было избежать кучи проблем, если бы пошли другим путем.
Выбор сплава: баланс цены и эксплуатационных характеристик
Первое, что нужно учитывать – это, конечно же, выбор сплава. Мы работаем с разными сплавами литья под давлением, часто это алюминиевые сплавы типа АЛ6063, АЛ5052, но иногда заказывают цинковые. Все зависит от условий эксплуатации – температура, агрессивность среды, требуемая прочность и, конечно, бюджет. Например, для вентиляторов, установленных в цехах с повышенной влажностью и наличием реагентов, АЛ5052 предпочтительнее АЛ6063 из-за его лучшей коррозионной стойкости. Я помню один случай, когда клиенту сделали корпус из 'дешевого' сплава, сэкономили на материале. Через полгода вентилятор начал корродировать, а в итоге пришлось менять всю партию. Это – дорогое удовольствие, поверьте.
Важно не только подобрать правильный сплав, но и учитывать его технологические свойства. Например, некоторые сплавы плохо заполняют пресс-форму, что может привести к образованию пустот или дефектов. Иногда приходится вносить изменения в конструкцию вентилятора, чтобы упростить процесс литья. Это, конечно, увеличивает время разработки, но зато потом экономит кучу нервов и денег.
Проектирование пресс-формы: ключевой фактор качества
Пресс-форма – это сердце всего процесса. От её конструкции напрямую зависит качество отливки. Мы используем CAD/CAM системы для проектирования пресс-форм, тщательно рассчитываем расположение каналов охлаждения, системы подачи сплава и выталкивания отливки. Оптимизация этих параметров – задача непростая, требует опыта и понимания физики процесса. Иначе можно получить отливки с дефектами – трещинами, порами, деформациями.
Особенно важно учитывать тепловое расширение металла при охлаждении. Неправильно спроектированная система охлаждения может привести к образованию остаточных напряжений в отливке, что снижает её прочность. Мы часто используем конечно-элементный анализ (FEA) для моделирования процесса охлаждения и оптимизации конструкции пресс-формы.
Проблемы, с которыми сталкиваются при литье под давлением
На практике, конечно, возникают разные проблемы. Например, часто встречается образование дефектов – пузырьков воздуха, трещин. Это может быть связано с различными факторами – с недостаточной подачей сплава, с неправильной температурой заливки, с дефектами пресс-формы. Крайне важно уметь анализировать причины возникновения дефектов и принимать соответствующие меры. Иногда приходится переделывать всю партию отливок, что существенно увеличивает себестоимость продукции.
Еще одна проблема – это образование 'разрывов' в отливке, особенно при сложных геометрических формах. Это связано с неравномерным охлаждением металла и с ограниченным расширением пластической деформации. В таких случаях, приходится вносить изменения в конструкцию отливки или в технологический процесс литья. Для этого мы часто используем различные приемы – например, специальные выступы или канавки, которые помогают обеспечить равномерное охлаждение металла.
Контроль качества: от ручной проверки до автоматизированного контроля
Контроль качества отлитых деталей – это неотъемлемая часть производственного процесса. Мы используем различные методы контроля – визуальный осмотр, ультразвуковой контроль, рентгенографический контроль. Визуальный осмотр позволяет выявить поверхностные дефекты, такие как трещины, поры, царапины. Ультразвуковой контроль позволяет обнаружить внутренние дефекты, такие как поры, пустоты. Рентгенографический контроль используется для обнаружения более сложных дефектов, таких как трещины и включения.
В последнее время все больше компаний переходят на автоматизированные системы контроля качества. Они позволяют существенно повысить точность и скорость контроля, а также снизить вероятность ошибок. Например, мы используем системы машинного зрения для автоматического выявления дефектов на поверхности отливок. Но даже при наличии автоматизированных систем контроля качества, необходимо проводить ручной осмотр для выявления дефектов, которые не могут быть обнаружены автоматическими системами. Просто потому, что опыт человеческий всё ещё незаменим.
ООО Циндао Пишэнд Металл: опыт и решения
Компания ООО Циндао Пишэнд Металл обладает значительным опытом в области литья под давлением сплавов для промышленных применений. Мы предлагаем полный спектр услуг – от проектирования пресс-форм до производства готовых отливок. Наш штат опытных инженеров и современное оборудование позволяют нам решать самые сложные задачи. Мы работаем с широким ассортиментом алюминиевых сплавов и цинковых сплавов, а также предлагаем услуги по изготовлению нестандартных деталей.
Наш адрес: https://www.qdpsd.ru. Мы уверены, что сможем предложить вам оптимальное решение для ваших задач. Наш опыт, квалификация и современное оборудование гарантируют высокое качество продукции и соблюдение сроков поставки. Мы всегда открыты к сотрудничеству и готовы предоставить индивидуальный подход к каждому клиенту.
Особенности работы с цинк сплавами
Работа с цинковыми сплавами имеет свои особенности. Они более подвержены коррозии, чем алюминиевые сплавы, поэтому необходимо использовать специальные покрытия или сплавы с улучшенными антикоррозионными свойствами. Кроме того, цинк сплавы имеют более низкую прочность, чем алюминиевые сплавы, поэтому их применение ограничено конструкциями, не требующими высокой несущей способности.
Новые тенденции в литье под давлением
В последнее время все большую популярность приобретает использование термопластов в литье под давлением. Это позволяет снизить вес деталей и повысить их гибкость. Кроме того, термопласты имеют более низкую стоимость, чем металлы. Но литье термопластов требует специальных знаний и оборудования.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Крышка электродвигателя -27
Крышка электродвигателя -27 -
 Комплектующие для автомобильных пневмоамортизаторов -1
Комплектующие для автомобильных пневмоамортизаторов -1 -
 Крышка электродвигателя -8
Крышка электродвигателя -8 -
 Крышка электродвигателя -3
Крышка электродвигателя -3 -
 Крышка электродвигателя -2
Крышка электродвигателя -2 -
 Комплектующие для деревообрабатывающего оборудования -6
Комплектующие для деревообрабатывающего оборудования -6 -
 Основание для телекоммуникационного оборудования, большое
Основание для телекоммуникационного оборудования, большое -
 Крышка электродвигателя -4
Крышка электродвигателя -4 -
 Крышка электродвигателя -26
Крышка электродвигателя -26 -
 Крышка электродвигателя -21
Крышка электродвигателя -21 -
 Крышка электродвигателя -16
Крышка электродвигателя -16 -
 Крышка электродвигателя -24
Крышка электродвигателя -24
Связанный поиск
Связанный поиск- Корпус редуктора 6j 8 заводы
- Крышка задняя коленвала двигателя поставщик
- Литье сплавов под давлением завод
- Литые под давлением сплав: компоненты для прототипирования поставщик
- Алюминиевые отливки двигателей вентиляторов завод
- Алюминиевые детали авто производители
- Алюминиевая торцевая крышка электродвигателя производитель
- Новые алюминиевые детали деревообрабатывающих станков с чпу производители
- Проектирование пресс-форм для литья алюминия под давлением
- Корпус редуктора квадроцикла поставщики



