

Корпуса редукторов заводы
Начать разговор о корпусах редукторов заводы довольно сложно, потому что часто люди думают, что это простой процесс – отлили корпус и все. Но на практике всё гораздо сложнее. Сразу скажу, что оптимизация производства этих деталей – это целая наука, и простым решением здесь не пахнет. Я много лет работал в этой сфере и видел всякое: от катастрофических ошибок, которые обходятся в кругленькую сумму, до блестящих решений, которые повышают эффективность производства в разы. Попытаюсь поделиться своими наблюдениями, возможно, кому-то это будет полезно. Не обещаю исчерпывающей информации, но постараюсь рассказать о тех аспектах, которые действительно важны.
Основные этапы производства корпусов редукторов
Итак, перед тем как говорить о проблемах, стоит кратко пройтись по этапам производства. Обычно это начинается с проектирования – разработка 3D-модели, расчет нагрузок, выбор материала. Далее идет изготовление оснастки – изготовление пресс-форм, штампов, режущего инструмента. Затем следует литье (если корпус отливается), механическая обработка (фрезеровка, токарная обработка, сверление), сборка и, наконец, контроль качества.
Очень часто недооценивают этап проектирования. На первый взгляд, кажется, что это просто рисование чертежей. Но на самом деле, от качества проекта зависит конечная стоимость и надежность изделия. Плохой проект – это прямой путь к дорогостоящим переделкам и срывам сроков.
Выбор материала и его влияние на процесс
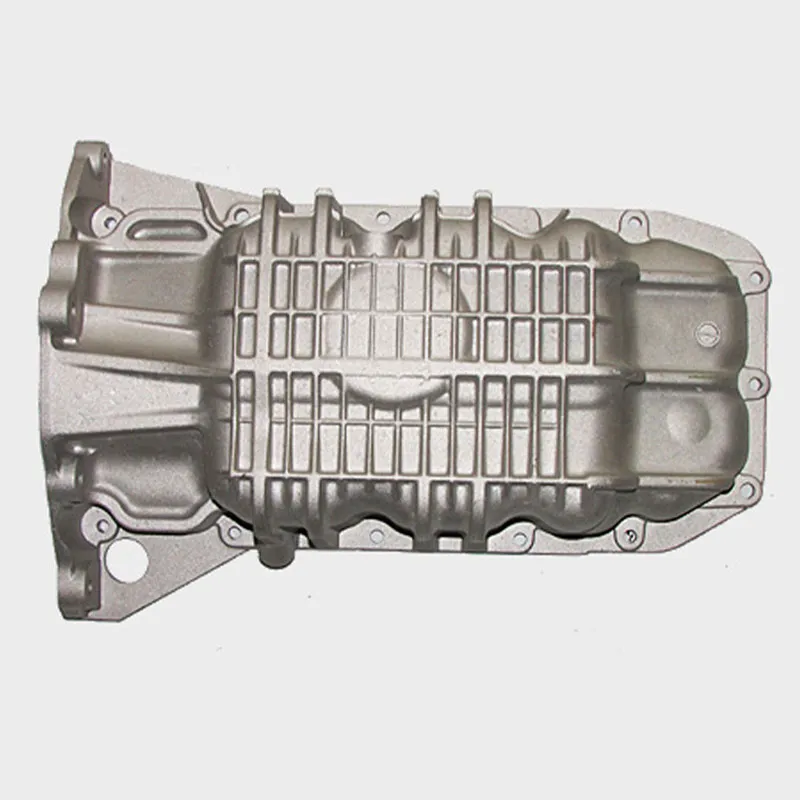
Выбор материала – это ключевой момент. В основном используются алюминиевые и стальные сплавы, но есть и более экзотические материалы, такие как магниевые сплавы или композиты. Выбор зависит от нагрузки, условий эксплуатации и требуемой точности.
Работа с алюминием, например, требует особого подхода. Он легко поддается механической обработке, но при этом подвержен деформациям. Нужно учитывать тепловое расширение, выбирать подходящие режимы резания и использовать качественные смазочно-охлаждающие жидкости. Мы однажды столкнулись с серьезными проблемами при производстве корпусов из алюминиевого сплава – деформировались детали, увеличивалась погрешность размеров. Пришлось пересматривать технологический процесс и использовать более дорогостоящие, но более качественные материалы и оборудование.
Особенности литья под давлением
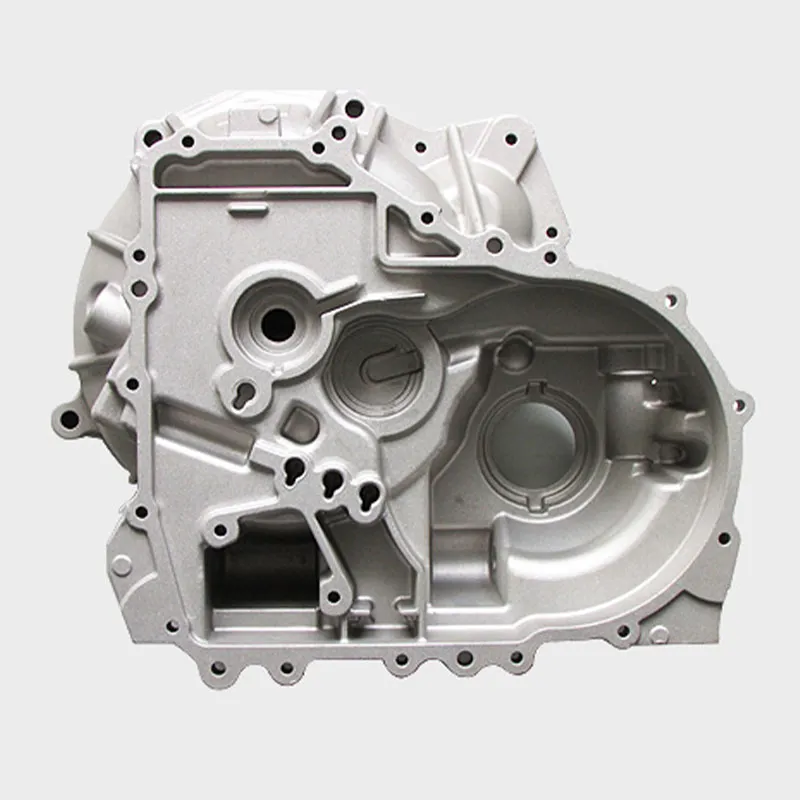
Литье под давлением – это наиболее распространенный способ изготовления корпусов редукторов. Он позволяет получать детали сложной формы с высокой точностью и повторяемостью. Но для этого требуется правильно подобрать параметры литья – температуру расплава, давление, время выдержки. Неправильные параметры приводят к дефектам отливки: трещинам, пористости, деформации.
Особое внимание следует уделять проектированию отливки. Важно правильно расположить швы, предусмотреть каналы для отвода газов и обеспечить равномерное охлаждение. Мы однажды из-за неправильного расположения шва получили большое количество трещин в отливках. Пришлось перепроектировать отливку и переделывать оснастку.
Технологии обработки и контроль качества
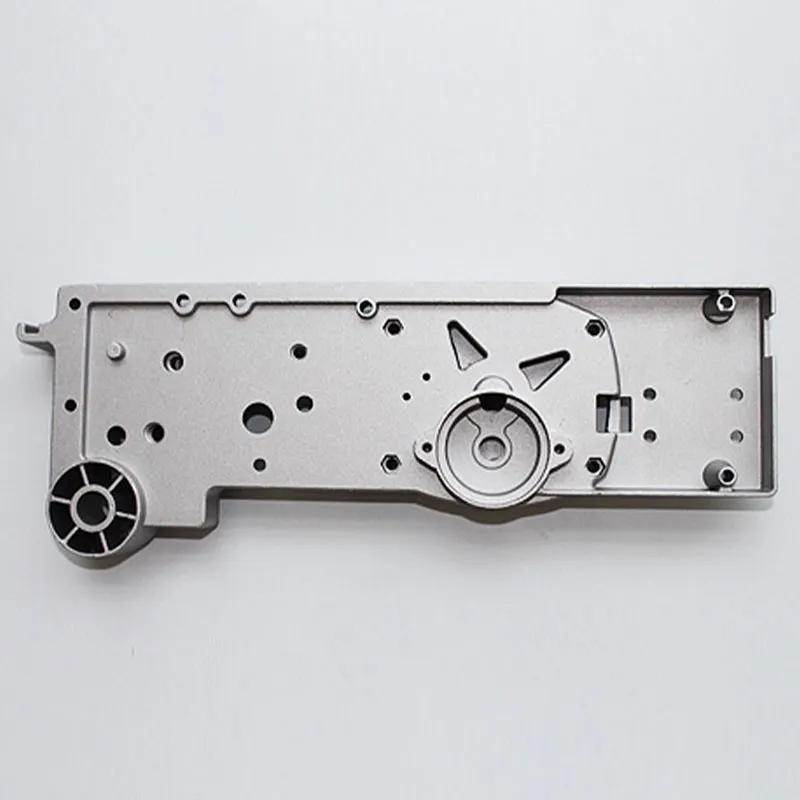
Механическая обработка – это важный этап, который позволяет достичь требуемой точности и шероховатости поверхности. Используются различные методы: фрезеровка, токарная обработка, сверление, шлифование. Необходимо правильно подобрать инструменты и режимы резания, чтобы избежать повреждения детали.
Контроль качества – это обязательный этап, который позволяет выявить дефекты и не соответствия требованиям. Используются различные методы контроля: визуальный контроль, измерение размеров, контроль шероховатости поверхности, ультразвуковой контроль. Мы используем 3D-сканеры для контроля геометрических размеров – это позволяет выявить даже незначительные отклонения.
Типичные проблемы и их решения
Какие проблемы чаще всего возникают при производстве корпусов редукторов заводы? Можно выделить несколько основных: деформация деталей, трещины в отливках, высокая шероховатость поверхности, неточность размеров.
Деформация деталей часто связана с неправильным выбором материала или неправильными параметрами литья. Трещины в отливках могут быть вызваны неправильным расположением шва или неполным отводом газов. Высокая шероховатость поверхности – это следствие неправильных режимов резания или изношенного инструмента. Неточность размеров – это результат неточного оборудования или неправильной установки инструмента.
Оптимизация производственных процессов
Сейчас многие заводы пытаются автоматизировать производство корпусов редукторов заводы, используя роботизированные линии и современные станки с ЧПУ. Это позволяет повысить производительность, снизить себестоимость и улучшить качество продукции.
Например, ООО Циндао Пиншэнда Металл, как производитель литых деталей для различных отраслей, активно внедряет новые технологии, включая автоматизированную систему контроля качества и роботизированные линии обработки. Это позволяет им значительно повысить эффективность и конкурентоспособность. Их сайт (https://www.qdpsd.ru) содержит информацию о их продукции и возможностях.
Заключение
Производство корпусов редукторов заводы – это сложный и многогранный процесс, требующий опыта, знаний и постоянного совершенствования. Не стоит недооценивать важность каждого этапа – от проектирования до контроля качества. Внимательное отношение к деталям и постоянный поиск новых решений позволят добиться высокой эффективности и качества продукции. Как говорил один мой старый наставник: 'Детали – это все'.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектующие для промышленных вентиляторов -1
Комплектующие для промышленных вентиляторов -1 -
 Двигатель для яхты -3
Двигатель для яхты -3 -
 Крышка электродвигателя -20
Крышка электродвигателя -20 -
 Двигатель для яхты -4
Двигатель для яхты -4 -
 Комплектующие для деревообрабатывающего оборудования -6
Комплектующие для деревообрабатывающего оборудования -6 -
 Крышка электродвигателя -6
Крышка электродвигателя -6 -
 Крышка электродвигателя -25
Крышка электродвигателя -25 -
 Комплектующие для автомобилей
Комплектующие для автомобилей -
 Комплектующие для промышленных вентиляторов -5
Комплектующие для промышленных вентиляторов -5 -
 Комплектующие для автомобилей-2
Комплектующие для автомобилей-2 -
 Крышка электродвигателя -9
Крышка электродвигателя -9 -
 Двигатель для яхты -5
Двигатель для яхты -5
Связанный поиск
Связанный поиск- Корпус редуктора арт 339080781
- Замена задней крышки двигателя м72 основный покупатель
- Корпус редуктора мотобура основный покупатель
- Изготовление алюминиевых деталей на заказ
- Высококачественные литые алюминиевые аксессуары для корпусов двигателей с возможностью настройки завод
- Литье под низким давлением алюминиевых сплавов основный покупатель
- Корпус редуктора болгарки ушм 150 поставщики
- Индивидуальные аксессуары корпуса электродвигателя из сплава a380/adc12, литье под высоким давлением производитель
- Алюминиевые аксессуары для статора двигателя производитель
- Литые корпуса редуктора поставщики



