

Корпуса редукторов
Корпуса редукторов… Сходу вспоминается сталь. Или алюминий. А может, даже чугун для какого-нибудь тяжеловеса. Но на самом деле, дело не только в материале. Я вот всегда считал, что при проектировании и изготовлении этих самых корпусов, часто упускают из виду важные нюансы, и потом расплачиваются нестабильностью производства, поломками и, конечно, временем. Помню один случай, когда мы работали над проектом для завода, производящего промышленное оборудование. Заказчик требовал максимально дешевые корпуса, но при этом не обращал внимания на допустимые напряжения и температурные режимы. Результат? Через полгода первые поставки начали возвращаться с дефектами – трещины в сварных швах, деформация корпуса... Тут уже не до экономии, а до переделки и срыва сроков.
Материалы – это не только про стоимость
Первое, что бросается в глаза – это выбор материала. Сталь – это надежно, но тяжеловато. Алюминий – легче, но требует более тщательного подхода к сварке и усилению конструкции. Кроме того, необходимо учитывать агрессивность окружающей среды. Если редуктор будет установлен в условиях повышенной влажности или солевого воздуха, то нужно использовать специальные стали или покрытия. Сварка – это отдельная тема. Она должна быть качественной, без дефектов, без пористости. Иначе, даже самый прочный материал быстро потеряет свои свойства. Мы часто сталкиваемся с тем, что сварка выполняется некачественно из-за недостаточной квалификации сварщика или несоблюдения технологического процесса. Это прямая дорога к поломке.
В последнее время все чаще встречаются композитные материалы. Хотя они и дороже, зато позволяют снизить вес редуктора и повысить его устойчивость к вибрациям. Но здесь опять же важен опыт. Неправильный выбор композитного материала или неверная технология изготовления могут привести к еще большим проблемам.
Сталь: выбор и обработка
Если речь идет о стали, то выбор марки – это уже серьезный вопрос. Для корпусов редукторов обычно используют сталь 40Х, 30ХГСА, 20ХУС. Каждая из них имеет свои преимущества и недостатки. 40Х – это хорошая универсальная сталь, но она довольно тяжелая. 30ХГСА – более легкая, но менее прочная. 20ХУС – это легированная сталь, которая обладает повышенной коррозионной стойкостью. Обработка стали – это также важный этап. После обработки необходимо выполнить шлифовку, полировку и нанесение защитного покрытия.
Часто, при изготовлении корпусов редукторов из стали, используют метод штамповки. Это позволяет получить детали высокой точности и повторяемости. Однако, штамповка требует использования специального оборудования и мастерства. Кроме того, необходимо учитывать направление волокон металла, чтобы избежать образования трещин.
Особое внимание стоит уделить качеству сварных швов. Они должны быть прочными, без дефектов и соответствовать требованиям нормативных документов. Для сварки обычно используют метод электродуговой сварки. Однако, для критически важных деталей может потребоваться использование более сложных методов, таких как лазерная сварка или плазменная сварка.
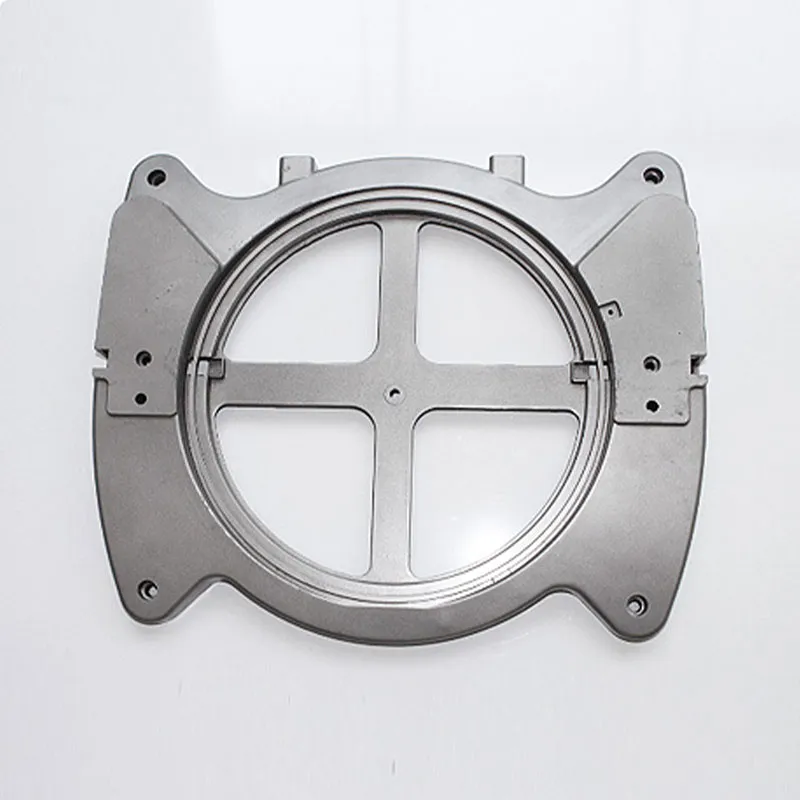
Алюминий: легкость и теплоотвод
Алюминиевые корпуса – это, безусловно, удобно, особенно если важен вес. Их легче обрабатывать, они хорошо отводят тепло. Но вот с прочностью могут быть проблемы. Требуется грамотное проектирование и использование специальных сплавов. Помню, однажды нам заказали корпус из алюминиевого сплава для редуктора, который работал в условиях высоких нагрузок. Изначально мы предложили использовать сплав АВ75, но заказчик настаивал на использовании более дешевого сплава АЛ7. В итоге, через несколько месяцев корпус начал деформироваться, и пришлось его переделывать из более прочного сплава.
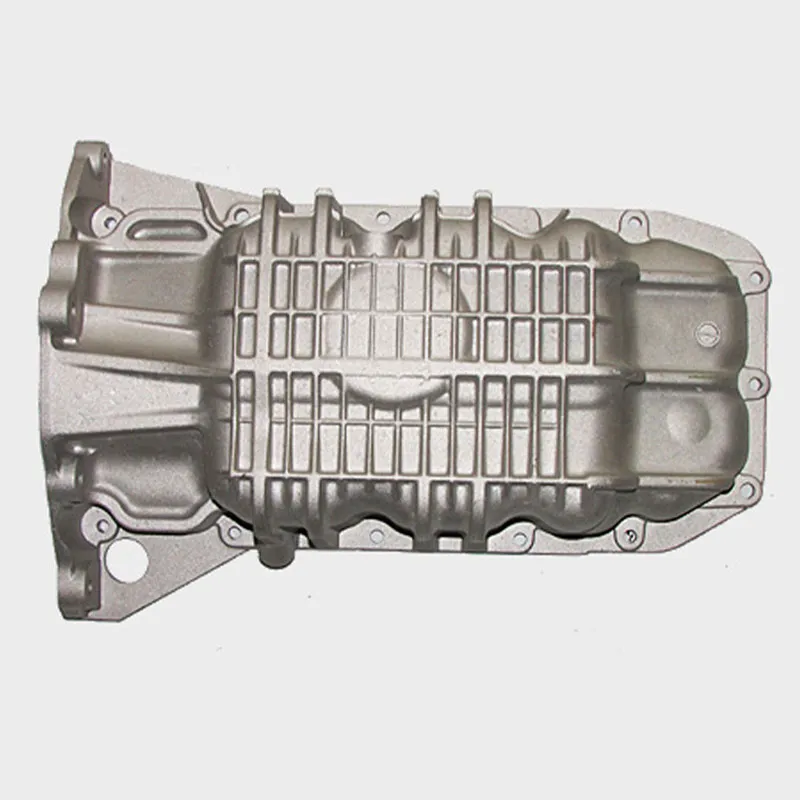
При работе с алюминием важно учитывать его тепловые свойства. Корпус должен обеспечивать эффективный теплоотвод, чтобы редуктор не перегревался. Это достигается за счет использования ребер охлаждения, каналов для циркуляции охлаждающей жидкости и специальной формы корпуса.
Алюминиевые корпуса часто изготавливают методом литья под давлением или штамповки. Литье под давлением позволяет получить детали сложной формы с высокой точностью. Штамповка – более экономичный способ, но он подходит только для простых деталей. Важно помнить о напряжении холодной деформации при штамповке.
Проблемы при изготовлении корпусов редукторов
Чаще всего, мы сталкиваемся с трещинами в сварных швах, деформацией корпуса, неправильной посадкой деталей. Причины могут быть разные: некачественный материал, несоблюдение технологического процесса, недостаточная квалификация персонала. Например, иногда встречаются проблемы с тепловым расширением, особенно при изготовлении корпусов из разных материалов. Это может привести к деформации корпуса и нарушению посадки деталей.
Точность изготовления – это тоже важный фактор. Недостаточная точность может привести к неправильной работе редуктора и его преждевременному износу. Поэтому, необходимо использовать современное оборудование и квалифицированных специалистов.
Важно учитывать и требования к защитному покрытию. Оно должно обеспечивать защиту корпуса от коррозии, износа и других внешних воздействий. Чаще всего используют порошковое окрашивание или гальванизацию.
Контроль качества – залог долговечности
Контроль качества – это не просто формальность, это залог долговечности и надежности редуктора. На каждом этапе производства необходимо проводить контроль качества: проверки материалов, сварных швов, размеров, геометрии. Обязательно используем ультразвуковой контроль сварных швов, радиографический контроль, контроль размеров на координатно-измерительном оборудовании.
Нельзя забывать и о визуальном контроле. Он позволяет выявить дефекты, которые не могут быть обнаружены другими методами. Мы всегда проводим визуальный осмотр готовых корпусов перед отправкой заказчику.
Важно документировать все результаты контроля качества. Это позволяет отслеживать качество продукции и выявлять причины возникновения дефектов.
Современные тенденции
Сейчас все большую популярность набирают новые технологии в изготовлении корпусов редукторов. Например, лазерная сварка, 3D-печать, использование композитных материалов. Эти технологии позволяют получить детали с более сложной геометрией, с более высокими показателями прочности и жесткости.
Важным трендом является и повышение энергоэффективности корпусов редукторов. Это достигается за счет использования новых материалов, оптимизации конструкции и улучшения теплоотвода. В целом, можно сказать, что область проектирования и изготовления корпусов редукторов постоянно развивается, и чтобы оставаться конкурентоспособными, необходимо следить за последними тенденциями и внедрять новые технологии.
Мы, в ООО Циндао Пиншэнда Металл, постоянно совершенствуемся и внедряем новые технологии, чтобы предлагать нашим клиентам самые современные и надежные решения. Мы ценим долгосрочные партнерские отношения и готовы решать самые сложные задачи вместе с вами. Наш опыт работы на рынке, современное оборудование и квалифицированные специалисты позволяют нам гарантировать высокое качество нашей продукции. Вы можете найти дополнительную информацию о нас на нашем сайте: https://www.qdpsd.ru.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Двигатель для яхты -3
Двигатель для яхты -3 -
 Комплектующие для деревообрабатывающего оборудования -5
Комплектующие для деревообрабатывающего оборудования -5 -
 Крышка электродвигателя -5
Крышка электродвигателя -5 -
 Основание для телекоммуникационного оборудования, большое
Основание для телекоммуникационного оборудования, большое -
 Комплектующие для деревообрабатывающего оборудования -2
Комплектующие для деревообрабатывающего оборудования -2 -
 Крышка электродвигателя -25
Крышка электродвигателя -25 -
 Крышка электродвигателя -4
Крышка электродвигателя -4 -
 Крышка электродвигателя -22
Крышка электродвигателя -22 -
 Комплектующие для деревообрабатывающего оборудования -4
Комплектующие для деревообрабатывающего оборудования -4 -
 Крышка электродвигателя -18
Крышка электродвигателя -18 -
 Двигатель для яхты -5
Двигатель для яхты -5 -
 Крышка электродвигателя -11
Крышка электродвигателя -11
Связанный поиск
Связанный поиск- Корпус редуктора квадроцикла поставщики
- Алюминиевая запасная часть пилы для деревообрабатывающего оборудования
- Алюминиевые аксессуары для статора двигателя производитель
- Серийное изготовление алюминиевых деталей на чпу поставщики
- Алюминиевые корпуса горелок
- Алюминиевый задний кожух двигателя поставщики
- Литая под давлением алюминиевая крышка корпуса производитель
- Литые алюминиевые аксессуары
- Алюминиевые корпусные детали завод
- Штампованные алюминиевые аксессуары для статора двигателя с послепродажным обслуживанием основный покупатель



