

Индивидуальное чпу производство: прецизионная обработка литых деталей из алюминиево-цинкового сплава, крышка корпуса двигателя завод
Начну с того, что часто слышу от клиентов – 'Ну, мы сделали литье, теперь нужно обработать на ЧПУ'. Словно это два отдельных этапа, абсолютно не связанных между собой. И это не совсем так. В идеале, все должно быть интегрировано, особенно когда речь заходит о точных деталях, таких как, скажем, крышка корпуса двигателя. И вот мы, в ООО Циндао Пиншэнда Металл, занимаемся именно этим – от литья до готового изделия. Не всегда получается идеальное сочетание, и вот где возникает много проблем, но об этом позже. Просто вот, понимаете, в чем суть – хорошая прецизионная обработка литых деталей из алюминиево-цинкового сплава начинается с понимания всего процесса.
Проблемы интеграции литья и ЧПУ: невидимая цепь
Чаще всего вижу ситуацию, когда детали отливаются, затем привозятся к нам, и только тогда начинается токарная или фрезерная обработка. Иногда бывает, что после обработки обнаруживаются проблемы, а их можно было бы избежать на этапе литья. Например, недостаточное количество материала, дефекты поверхности, плохо проработанные выступы… Все это потом приходится исправлять на станках с ЧПУ, что увеличивает время и стоимость производства. Мы стараемся работать иначе, предлагаем клиентам оптимизировать конструкцию уже на стадии проектирования, чтобы минимизировать необходимость в объемной обработке. Не всегда получается, конечно, особенно если детали уже массово производятся.
Особенности обработки алюминиево-цинковых сплавов на ЧПУ
Алюминиево-цинковые сплавы – это, конечно, отлично, легкие, прочные, коррозионностойкие. Но их обработка на ЧПУ требует особого подхода. Во-первых, необходимо правильно подобрать инструменты – они должны быть устойчивы к высоким температурам, возникающим при обработке. Использование твердосплавных резцов – обязательное условие. Во-вторых, нужно тщательно контролировать режимы резания – скорость, подачу, глубину резания. Слишком агрессивные режимы могут привести к повреждению поверхности, образованию трещин. И в-третьих, важна система охлаждения – она помогает отводить тепло от зоны резания и продлевает срок службы инструмента. Мы используем как традиционные системы охлаждения с использованием СОЖ, так и более современные – с использованием терморегуляторов.
Один из самых распространенных вопросов, который нам задают – 'А можно ли обработать эту деталь из сплава X на нашем оборудовании?'. Ответ всегда – 'Да, можем, но нужно понимать, какие требования к точности и качеству поверхности предъявляются'. Просто так, без понимания задачи, нельзя выбрать оптимальный режим обработки. Конечно, у нас есть станки с ЧПУ различной мощности и оснасткой, но результат зависит не только от оборудования, но и от опыта программиста и оператора.
Практический пример: изготовление крышки корпуса двигателя
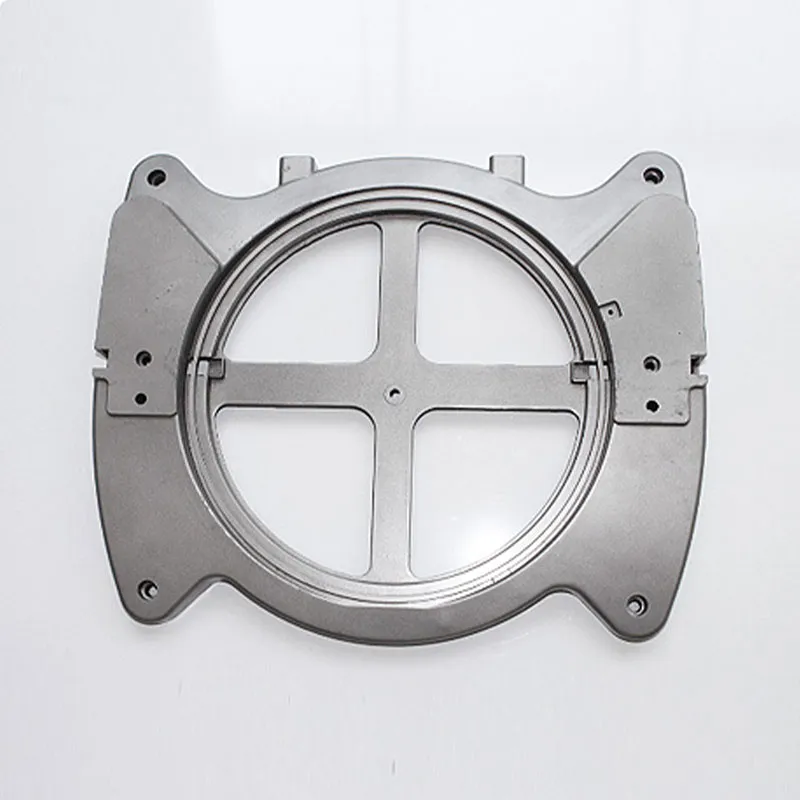
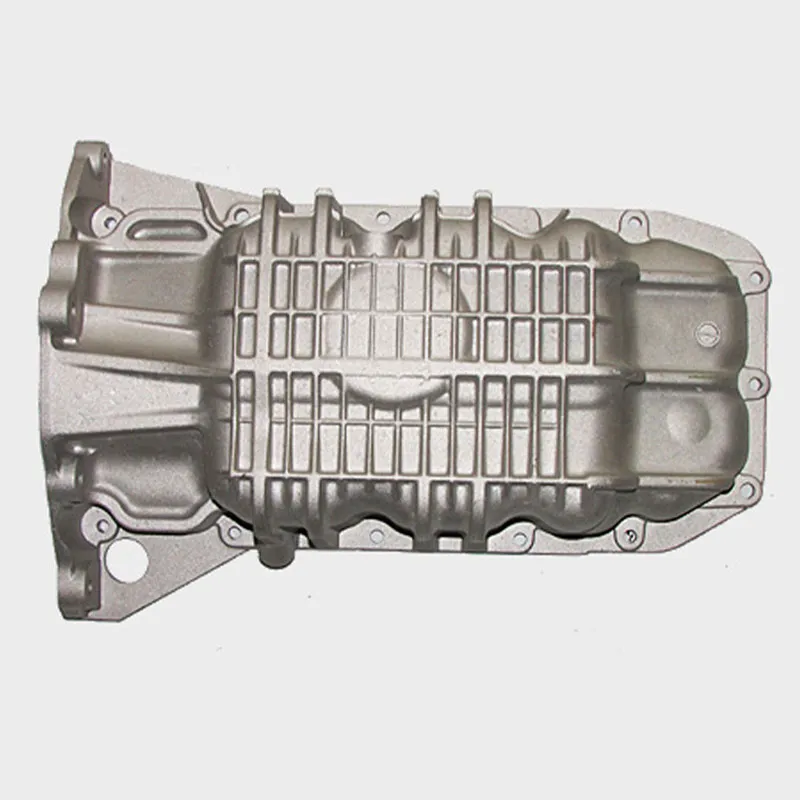
Взять, к примеру, изготовление крышки корпуса двигателя. Это деталь, которая требует высокой точности и гладкости поверхности. Она должна плотно прилегать к другим компонентам двигателя, обеспечивая герметичность. Поэтому, после литья мы всегда проводим фрезерную обработку для достижения нужных размеров и формы. Мы используем фрезы с твердосплавными напайками, тщательно контролируем охлаждение и подачу. После обработки деталь проходит контроль качества – измеряется ее геометрия, проверяется отсутствие дефектов поверхности. Это очень важный этап, потому что от качества крышки зависит работоспособность всего двигателя.
Сложности при обработке сложных геометрических форм
Иногда встречаются крышки корпуса двигателя со сложной геометрией – с внутренними канавками, выступами, неправильной формой. Тогда обработка на ЧПУ становится более сложной и требует использования специализированного оборудования и программного обеспечения. Например, мы используем 5-осевые фрезерные станки, что позволяет нам обрабатывать детали с очень сложной формой, без необходимости выполнять несколько операций обработки на разных станках. Но и тут возникают нюансы – нужно тщательно продумать последовательность обработки, чтобы избежать столкновений инструмента с деталью.
Есть пример, когда нам привезли крышку корпуса двигателя, которую нужно было обработать с высокой точностью. Конструкция была довольно сложной, с множеством выступов и канавок. Сначала мы решили использовать обычный 3-осевой фрезерный станок. Но после нескольких пробных прогонов поняли, что это невозможно – инструмент постоянно задевал другие элементы детали. Тогда мы решили использовать 5-осевой станок. Это потребовало дополнительных затрат на программирование, но в итоге мы смогли выполнить заказ в срок и с требуемой точностью. Иначе просто не обошлось.
Контроль качества и современные тенденции
Важнейшим этапом в нашем производстве является контроль качества. Мы используем современное измерительное оборудование – координатно-измерительные машины (КИМ), профилометры, угломеры. Это позволяет нам убедиться в том, что деталь соответствует требованиям заказчика по размерам, форме и качеству поверхности. Мы также проводим контроль качества на каждом этапе обработки, чтобы выявлять дефекты на ранней стадии. Если есть какие-то проблемы, мы стараемся решать их немедленно, чтобы не допустить дальнейших ошибок.
Современные тенденции в ЧПУ обработке
В последнее время все большую популярность приобретают технологии аддитивного производства – 3D-печать. Они позволяют нам создавать сложные детали, которые невозможно изготовить традиционными методами. Однако, 3D-печать пока еще не может полностью заменить ЧПУ обработку, особенно когда речь идет о массовом производстве. Но мы активно изучаем новые технологии и стараемся внедрять их в свою работу. Также набирает обороты использование автоматизированных систем управления производством – они позволяют нам оптимизировать процессы, повысить эффективность и снизить затраты.
Мы постоянно работаем над улучшением качества нашей продукции и расширением спектра услуг. Наши клиенты – это компании из различных отраслей – автомобилестроения, мотоциклетной техники, электро- и пневмоинструментов, деревообрабатывающего оборудования и бытовой техники. Мы ценим каждого клиента и стараемся предложить им оптимальное решение, соответствующее их требованиям и бюджету. Обязательно рекомендуем своим клиентам продумать детали до начала работы, чтобы снизить риски и оптимизировать сроки.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектующие для деревообрабатывающего оборудования -5
Комплектующие для деревообрабатывающего оборудования -5 -
 Комплектующие для деревообрабатывающего оборудования -1
Комплектующие для деревообрабатывающего оборудования -1 -
 Комплектующие для промышленных вентиляторов -5
Комплектующие для промышленных вентиляторов -5 -
 Компоненты телекоммуникационного оборудования
Компоненты телекоммуникационного оборудования -
 Комплектующие для промышленных вентиляторов -8
Комплектующие для промышленных вентиляторов -8 -
 Комплектующие для промышленных вентиляторов -4
Комплектующие для промышленных вентиляторов -4 -
 Комплектующие для деревообрабатывающего оборудования -2
Комплектующие для деревообрабатывающего оборудования -2 -
 Двигатель для яхты -5
Двигатель для яхты -5 -
 Двигатель для яхты -2
Двигатель для яхты -2 -
 Основание для телекоммуникационного оборудования, малое
Основание для телекоммуникационного оборудования, малое -
 Крышка электродвигателя -16
Крышка электродвигателя -16 -
 Комплектующие для медицинского оборудования -2
Комплектующие для медицинского оборудования -2
Связанный поиск
Связанный поиск- Крышка торца двигателя основный покупатель
- Алюминиевая запасная часть пилы для деревообрабатывающего оборудования поставщики
- Литые алюминиевые аксессуары завод
- Алюминиевая торцевая крышка электродвигателя цена
- Литой под давлением сплав: контактный провод болта, зажим электрического соединения провода производитель
- Крышка двигателя задняя 2101 завод
- Автозапчасти из цинково-алюминиевого сплава с индивидуальным прецизионным литьем завод
- Алюминиевый корпус автогенератора основный покупатель
- Литые алюминиевые аксессуары заводы
- Алюминиевая торцевая крышка электродвигателя производители



